| 材质 | 弹簧钢 |
|---|---|
| 产地 | 山东 泰安 |
| 弹簧外径 | 20mm |
| 负荷 | 0(N) |
| 钢丝直径 | 0.5mm |
| 工作形式 | 拉伸 |
| 节距 | 3mm |
| 类型 | 焦炉弹簧 |
| 认证 | ISO9001 |
| 适用范围 | 五金 |
| 颜色 | 黑色 |
| 用途 | 五金,模具,开关,多种用途,电器 |
| 自由高度 | 12mm |
| 旋向 | 多款供选 |
| 执行质量标准 | 非标 |
| 是否标准件 | 标准件 |
| 样品或现货 | 现货 |
| 品牌 | 拓达 |
| 型号 | 焦炉弹簧 |
| 加工定制 | 是 |



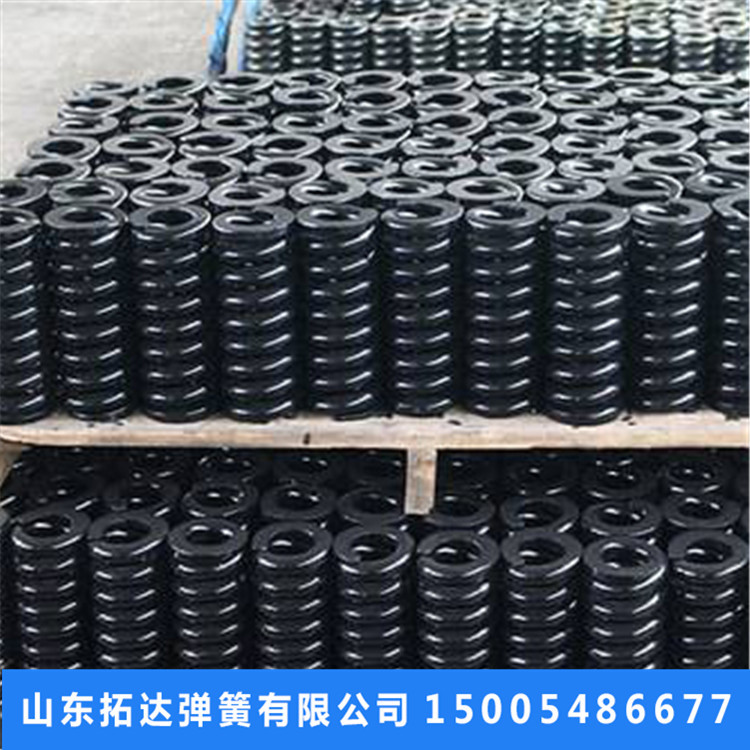
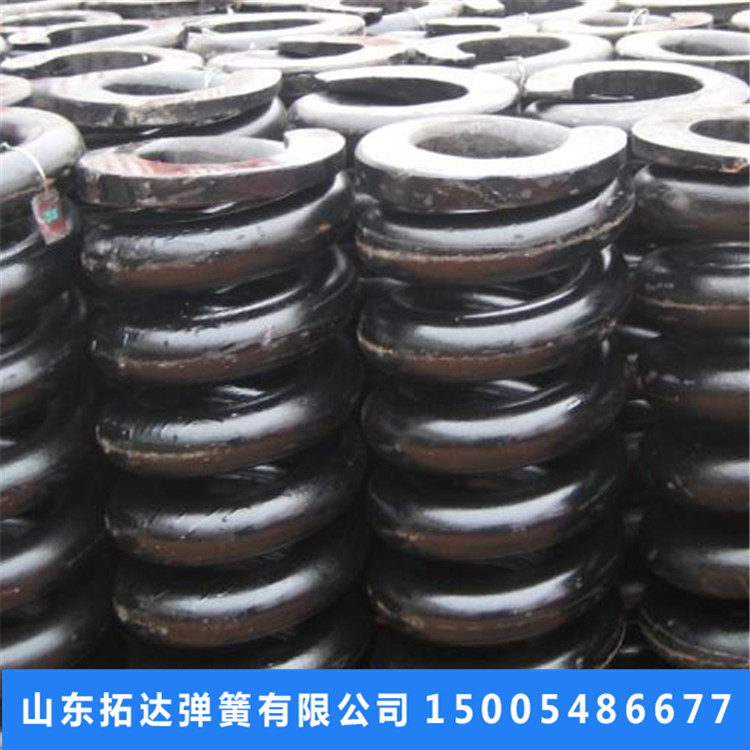


| 弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状。亦作“ 弹簧 ”。一般用弹簧钢制成。弹簧的种类复杂多样,按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧、异型弹簧等。 压缩弹簧(CompressionSprings) 对外载压力提供反抗力量。压缩弹簧一般是金属丝等节距盘绕和有固定的线径。压缩弹簧利用多个开放线圈对外载压力(如重力压下车轮,或者身体压在床褥上)供给抵抗力量。也**是,他们回推以反抗外部压力。压缩弹簧一般是金属丝等节距盘绕和有固定的线径。此外,也有圆锥形的压缩弹簧,或者圆锥和直线型组合的弹簧。根据不同的应用领域,压缩弹簧可用于抵抗压力和(或)存储能量。圆形金属丝是压缩弹簧常用的,但也有正方形、长方形和特殊形状的金属丝制造出的压缩弹簧 弹簧功能 主要功能 ①控制机械的运动,如内燃机中的阀门弹簧、离合器中的控制弹簧等。②吸收振动和冲击能量,如汽车、火车车厢下的缓冲弹簧、联轴器中的吸振弹簧等。③储存及输出能量作为动力,如钟表弹簧、弹簧等。④用作测力元件,如测力器、弹簧秤中的弹簧等。弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。弹簧是机械和电子行业中广泛使用的一种弹性元件,弹簧在受载时能产生较大的弹性变形,把机械功或动能转化为变形能,而卸载后弹簧的变形消失并回复原状,将变形能转化为机械功或动能。 测量功能 我们知道,在弹性限度内,弹簧的伸长(或收缩)跟外力成正比。利用弹簧这一性质制成弹簧秤。 复位功能 弹簧在外力作用下发生形变,撤去外力后,弹簧**能恢复状态。很多工具和设备都是利用弹簧这一性质来复位的。例如,许多建筑物大门的合页上都装了复位弹簧人们进出后,门会自动复位。人们还利用这一功能制成了自动伞、自动铅笔等用品,十分方便。此外,各种按钮和按键也少不了复位弹簧。 带动功能 机械钟表,发条玩具都是靠上紧发条带动。当发条被上紧时发条产生弯曲形变,存储一定的弹性势能。释放后,弹性势能转变为动能,通过传动装置带动转动。在玩具枪也是利用弹簧的之一性质工作的。 缓冲功能 在机车汽车车架与车轮之间装有弹簧,利用弹簧的弹性来减缓车辆的颠簸。 发声功能 当空气从口琴,手风琴中的簧孔中流动时,冲击簧片,簧片震动发出声音。 紧压功能 观察各种电器开关会发现,开关的两个触头中,必然有一个出头装有弹簧,以保证两个出头紧密接触,是导通良好。如果接触不良,接触处的电阻变大,电流通过时产生的热量变大,严重时还会是接触处的金属融化。卡口灯头的两个金属柱都装有弹簧也是为了接触良好;至于螺口灯头的中心金属片以及所有插座的接插金属片都是簧片,其功能都是使双方紧密接触,以保持到同良好。在盒式磁带中,有一块磷青铜的簧片,利用它弯曲形变时产生的弹力使磁头与磁带密切接触。在订书机中有一个长螺旋弹簧它的作用一方面是顶紧钉书钉,另一方面是当前面的钉被推出后,可以将后面的钉送到前面以备钉舒适推出,这样**能自动的将一个个钉推到前面,直到钉全部推出为止。许多机器自动供料,。此外,像夹衣服的夹子,圆珠笔,钢笔套上的夹片都利用弹簧的紧压功能夹在衣服上。 检测设备 有各种规格的弹簧拉压试验机,弹簧疲劳试验机,理化金相分析,不同规格的探伤设备、材料扭转抗拉试验机等。 |