| 材质 | 不锈钢 |
|---|---|
| 产地 | 开封 |
| 类型 | 挤压机 |
| 认证 | CCC |
| 颜色 | 灰白色 |
| 种类 | 挤压机 |
| 安装形式 | 中间铰轴式 |
| 执行质量标准 | 国标 |
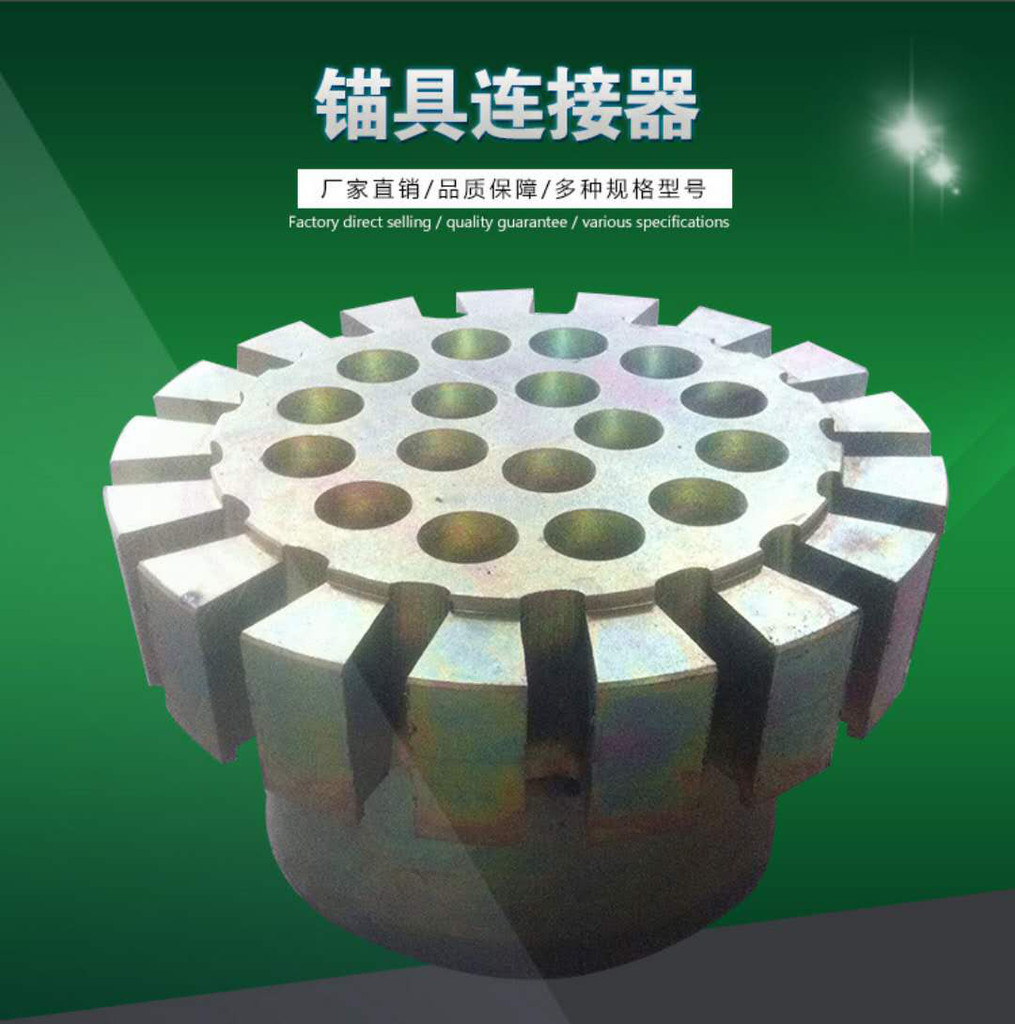
| 品牌 | 弘强路桥 |
| 加工定制 | 否 |
供料机构
挤压机的供料部件,有两种形式,水平型和垂直型,它们都配有一个料斗,用来接收和暂存待挤压的原料,并将其运送至螺杆。为了确保原料能有畅流的运动和避免产生“结拱”,料斗内配装搅拌机,或者采用宽大的出料口,这样,将有助于该机构保持不间断的均匀供料工况。供料机构保持均匀供料极为重要。因为,要保证挤压机具有恰当的功能作用,以及为了保证挤压料质量具有均质的品况,不间断的均匀供料是挤压机正常工作必不可少的前提条件。
螺杆
通常可以这样讲,螺杆是挤压机的部件,它不仅决定挤压机的熟化和糊化功能强度,而且还决定最终成品的质量。不同的螺杆,有不同的挤压功能。螺杆的挤压功能,决定于螺杆的设计参数。螺杆的各种设计参数。
螺纹节距(t),是两个相邻螺纹轮廓上对应点之间的距离;螺纹旋转1周,螺纹线在轴向上推进的距离(螺距n),以螺纹节距计量的倍数,称为顺向螺槽数,或称为螺纹头数。单头螺纹的螺杆,螺距等于螺纹节距;双头螺纹的螺杆,螺距等于两倍螺纹节距;三头螺纹的螺杆,螺距等于三倍螺纹节距。多头螺纹的螺杆,能增大运送能力和粘性流(Qd)。在螺杆连续地混合和运送物料的过程中,螺杆产生机械摩擦作用和热量,从而物料将产生熔化。
螺套
围包在螺杆外面的螺套,可制成整体结构,但通常配装夹套,藉以用作蒸气或过热油的循环加热,或用作循环水冷却,其目的是使挤压机能准确地调节各工作区段的温度。大多数的螺套,都配装压力传感器和温度传感器,并配装温度控制装置。螺套内表面通常制成凹槽形状,有的是直线型凹槽,有的是螺线型凹槽。螺线型凹槽,产生助推的顺流,而直线型凹槽,则阻碍顺流。因而,直线型凹槽会导致较低的流速,但其机械剪切作用则更大。螺杆与其螺套之间的间隙距离,通常保持在最小程度,藉以减少渗漏流。
模头
在螺套的终端,通常配装具有各种形状孔眼的模压盘,一般被称之谓模头。模头具有双重功能:将挤压料模压成所要求的形状;用作为阻流器,以增大挤压机熟化作用区段内的压力。确定模头孔眼的几何形状,对于挤压产品外形及质量有很重要的作用。目前,已开发应用多种孔眼形式的单程模压模头,例如圆筒形孔眼模头,狭槽形孔眼模头,环状形孔眼模头,以及双程模压模头。在双程模压模头内的进料,来自两台挤压机单程模压的出料口,可加工成具有双重颜色或双重味道的挤压制品。
截料机构
模压后的挤压料的成型,必须装配截料机构。截料机构所需具备功能的要求是:能够将模压之后的挤压料,按规定的长度要求,均匀地切断成整齐表面的制品。截断料的长度,取决于切刀转速;切刀转速越快,截断料长度越短。截断料的整齐度,在很大程度上取决于切刀与模头的间隙距离:该间隙距离,应小于0.2mm,藉以确保整齐地切断挤压料;但应大于0.05mm,以免刀刃与模头之间形成高的摩擦阻力。常用的截料机构,有垂直切刀和水平切刀两种型式,如图7所示。
三晶变频器对挤压机的变频节能改造应用
随着经济的发展,各行各业对各种型材的需求日益增加,作为有色金属(锌、铝、铜等)行业的主要加工设备型材挤压机数量也是越来越多。现有的型材挤压机械与很多使用液压为动力的设备一样,往往电机和油路按**容量设计,除了在锁模,挤压和剪切等过程需要较大的压力外,很多时候电机的工频运转只是浪费了大量的电能。针对此种情况,我们以节能为目的对部分铜挤压,铝挤压机进行了节能改造,由于液压油路在加载时需要快速启动、加压,与注塑机类似,需要较强的转矩输出功能,所以,我们建议使用三晶S350系列变频器对型材机械