





















| 工作电压 | 220v |
|---|---|
| 规格 | 标准配 |
| 机器类型 | 清洗机 |
| 类型 | 高压清洗机 |
| 射程 | 20m |
| 水量 | 15.0 |
| 水温 | 冷水 |
| 移动方式 | 底座固定式 |
| 用途 | 家用 |
| 原理 | 普通 |
| 种类 | 汽车清洗机 |
| 吸水高度 | 2000mm |
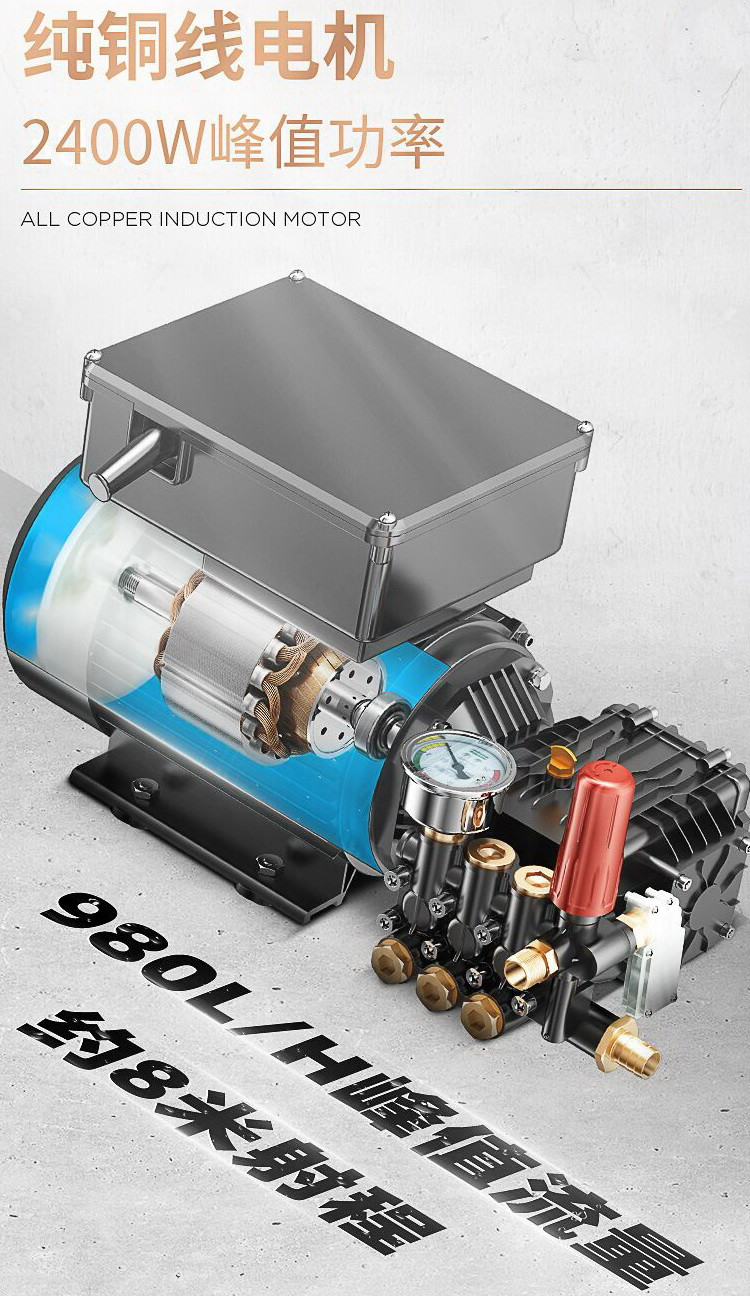
| 喷射压力 | 8Mpa |
| 品牌 | 伽利略 |
| 型号 | 标准款套餐一,标准款套餐二,增强款套餐一,增强款套餐二 |
| 加工定制 | 否 |
ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇












张晓阳介绍说,在政府支持下,天冠集团正积极与欧盟合作开展高ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇例应用示范项目,力争通过几年的积累,为我国下一步发展高比例汽车提供重要依据。同时,随着大量现代科技如基因工程技术应用于生产研究领域,纤维生产技术在未来将日益完善,产业化条件将日益成熟,新技术将突破粮食生产的传统概念。
以自然界资源量最丰富的可再生资源——植物纤维做原料,产品将成为取之不尽、用之不竭的资源。仅全国每年农秸秆资源的一半转化为,产量将超过全国汽油消费量的1.2倍,市场前景非常广阔。
--加强国际合作实现优势互补
发展生物质液体替代日益枯竭的石油资源是世界各国共同的责任,世界上很多能源需求,多年来都在各自的研究领域取得了一定成果,我国急需加强国际间的交流与合作,实现优势互补,共同开发,加快产业发展速度。
一是加强在高产能源作物培育方面的合作。在这方面,我国已有培育甜高粱、脱毒甘薯、高淀粉玉米等农作物的经验和技术,今后应努力寻求高产能源作物相关技术的合作伙伴,以提高单位面积能源作物的产量,满足生物质液体产业发展对原料的需求。
二是加强纤维产业化技术攻关合作。纤维的开发代表了生物质液体今后的发展方向,国外不少研发机构和企业均投入了大量的人力物力致力于纤维的产业化发展,我国今后应在这方面加强国际间的优势互补,共同在高纤维含量植物基因改造、高效低成本纤维素、半纤维素提取工艺方面展开合作,尽早实现纤维的产业化。
三是加强淀粉质直接生产(木薯甘薯等无蒸煮生产工艺)、膜法脱水、酵母利用等方面的研究合作。在这些方面,不少如日本已经取得了较快进展,建议以技术合作的方式,共同努力降低生产的能耗。
四是加强生物能源产业衍生生物化工的技术合作。希望通过加强国际合作,共同开展制氢、为的电池、利用微生物产生油脂、生物质合成液体等,在更多领域拓展生物能源产业链条。
除了技术领域外,国际间还应进行更为广泛的合作,可以从资本、管理等各个生产要素在有条件的各个区域进行合作。
风机叶片面临“门”
一场关于中国风机叶片的官司正低调而激烈地进行着。涉及此案的中外双方都各执一词,丹麦LM玻璃纤维有限公司认为它在中国申请的风机叶片设计有效,而起诉者上海玻璃钢研究院以及局复审委员会则认为应该撤销此。由于相关公司以及核心人员对此事密而不谈,很多细节都不清楚,目前难以断言谁对谁错谁输谁赢。但是如果外方获胜,中国风机叶片行业必将沦为“中国二个DVD行业”,中国的风机叶片企业将成为廉价生产商,为外国费所钳制。
丹麦LM公司是案件中的关键,该公司是全球风力发电机叶片三大制造商之一,已在乌鲁木齐、天津落户。1998年9月,LM公司向我国局申请了风力机预弯叶片发明,2004年4月被授予发明权(号98808849.5)。但是1年后此权受到了中国企业的质疑,2005年5月,上海玻璃钢研究院向局复审委员会提出,LM公司的风力机预弯叶片发明无效,复审委员会于2006年7月宣告该无效。LM公司随即向北京市中级人民法院提出行政诉讼,要求恢复该,2007年4月北京市一中院判决,撤销局复审委员会对LM公司发明无效的决定。
上述判决并不能让局复审会和上海玻璃钢研究院信服,它们随即联合上诉,坚称LM无效。目前双方正在等待法院的开庭。上海玻璃钢研究院相关人员表示,在官司没有定论之前不接受采访,不过声称“丹麦LM公司风力机预弯叶片不属于,在其申请以前我们**已经有了。”上海玻璃钢研究院是上海市高新技术企业,其自主开发的环氧树脂玻璃钢/复合ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇料,和特种无机非金属材料产品主要有风力发电机叶片、轴流风机叶片等。在这场看似平淡无奇的官司背后,隐藏着巨大的经济利益。据中国环氧树脂行业协会(www.epoxy-e.cn )专家介绍,风机叶片是风电设备的核心部件之一,风机叶片预弯是将叶片外形前弯,以免叶片旋转时打到风机塔上,37米长、1.5兆瓦风机都要运用到这一。
如果叶片不设前弯的话,现有风电机组必须做非常大的改动。随着我国风机设备的发展,1.5兆瓦风机正在成为我国主力风机。上海玻璃钢研究院与LM公司的纠纷引起了风电界的关注。2007年4月底,在北京市一中院作出了撤销LM公司风机预弯叶片无效的决定后,上海玻璃钢研究院、中国复合材料集团有限公司、中航(保定)惠腾风电设备有限公司、北京玻璃钢研究设计院、华翼风电叶片研究中心,和中国计量科学研究院鉴衡认证中心共同写了一份材料,希望此官司能够引起相关部门关注。该材料称,今后国内大型风力机叶片不可避免地采用LM所覆盖的预弯技术,所以该权将使我国制造企业在与外商竞争中处于极不利地位,最终将导致我国叶片制造退出该领域。“LM公司发明在中国存在,将使中国的风能发展造成无法估量的损失。”
如果LM打赢了官司,中国DVD行业每年向国外交纳大量费的事情将在风机制造领域重现。那么谁能赢得这场官司呢?中国环氧树脂行业协会(www.epoxy-e.cn )专家分析说,3个必备特点是具有新颖性、实用性和创造性。从这个案例来说,上海玻璃钢研究院很可能是以“没有新颖性”为理由,要求撤销LM的。所谓没有新颖性即在申请日之前,即已被使用过或者发表过,或在国际展览上公开展出过。如果上海玻璃钢研究院提交了这方面的证据,复审委员会可能会据此撤销LM公司的。在接下来的官司中,上海玻璃钢研究院和LM公司争论的焦点可能也在是否有新颖性。
据了解LM公司曾在德国也申请过该,在2003年被德国商标局宣告无效,业内人士表示德国经验至关重要。值得注意的是,曾收购德国风电企业的中国复合材料集团有限公司也积极投身到LM纠纷事件。2007年1月中国复合材料集团有限公司在德国收购了一家风电企业,通过从NOI公司成套引ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇1.5MW大型风力发电机风轮叶片的生产技术和关键设备。目前项目一期工程已经在位于连云港的中复连众复合材料集团有限公司开工建设。LM公司叶片发明与中国复合材料集团有限公司利益攸关。风机设备市场份额每年超百亿。中国环氧树脂行业协会(www.epoxy-e.cn )专家表示,我国风电事业始于20年前。截至2005年底中国风电总装机容量仅126千瓦,“十一五”期间风电开始加速,2006年我国风电装机容量相当于以往20年总和。
而按照规划,到2020年全国风力发电装机容量将达到2000至3000千瓦。预计未来风电设备市场份额将高达1400亿元至2100亿元,即每年有超过百亿的市场。电力设备制造商纷纷争抢风机制造蛋糕。风机在室外运行,需要适应多变、恶劣的天气。风电设备制造是一种高科技产业,而且生产相对集中在少数大企业。在我国制造业相对落后的情况下,我国风电绝大部分靠进口,国内仅有新疆金风科技公司实力较强。我国一些非常有名的大企业曾尝试进入这一行业无果而终。有关数据显示,2005年风力发电设备新增市场份额中,国内产品占28%。而且国内风机生产关键技术基本依靠技术转让,即与国外公司签订技术许可合同,再自行消化生产。中国还没有完全自主研发的设备。
我国机械基础件行业呈现出几大弱点
由于我国对机械基础件在机械工业中的重要地位认识较晚,长期缺乏投入,致使整个行业基础差、底子薄、实力弱。特别是随着我国主机水平的提高,机械基础件落后于主机的瓶颈现象日益显现。近年来,虽然在技术引进、技术改造、科研开发等方面,给予了一ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇支持,但与当前市场需求及国外水平相比,仍有不小差距,具体表现在:产品品种少、水平低,质量不稳定,早期故障率高,可靠性差。 ??我国机械基础件产品品种、规格少,特别是产品差距较大,不能满足主机日益发展的需求。目前,各类主机基础件的性能指标大体相当于国外20世纪80年代水平。质量不稳定,早期故障率高,可靠性差,是基础件的致命弱点。因此,不少主机厂为提高其主机的市场竞争力,往往选择进口基础件配套,致使国产基础件,特别是技术含量较低的产品,国内市场占有率有所下降。虽然我国基础件产品出口有明显优势,但主要是劳动密集型产品,数量大,价值低,技术附加值不高。?重复建设严重,专业化程度低,形不成规模,经济效益差 ??机械基础件与主机相比,企业建立的初始资金和技术所需投入相对较少,因此在几次经济大发展时期,都增加了一批基础件生产企业,随之也出现了大量低水平的重复建设,点多、批量小,形不成经济规模。基础件企业虽然逐渐独立于主机厂,但大多数企业本身**是大而全、小而全,专业化程度低,装备水平不高,质量不稳定,经济效益低下。如我国轴承行业三家大型骨干企业年产轴承的总和还不到国外一家公司的50%。近两年,我国建成近百家液压件厂,但年产30件以上的只有几家,主要产品是为农机配套。而德国力士乐公司年产各种液压件产品130件,日本油研(株)也年产60件以上。工业发达模具企业人均产值约15~20美元,我国只有4~5元人民币。近年来,随着多种所有制共同发展政策的落实,基础件行业正经历着由分到逐渐集中的集约化发展过程。 科研开发力量薄弱,资金投入不足,技术进步缓慢 ?基础件各行业在20世纪70年代末、80年代初**较早地引进了一批国外先进技术,但对消化吸收缺乏足够的软硬件投入。据国外经验,引进技术与消化吸收所需资金的比例约为1∶7,而我国对此认识较晚,消化吸收步子较慢。市场竞争实际上是技术实力的较量。国外ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇此极为重视,纷纷加大投入,占领技术制高点。各大公司用于科研开发的资金均占其销售额的4%~5%,重点领域达10%。目前我国虽然有不少高等院校从事科研工作,不少理论研究、科研成果、论文均有相当高的水平,但与生产实际结合的不紧,特别是转化成商品的速度慢。 ?原材料及相关技术落后,工艺及工艺装备水平低,制约了基础件的发展 ?紧固件、链条、弹簧、轴承、模具等产品所使用的钢材质量差、品种规格少,直接影响了基础件产品的质量,而液压件铸件以及与液压件产品质量相关的电控技术落后,也直接影响液压件质量和可靠性。机械基础件一般都是成批、大量生产,也有多品种、加工精度要求高的产品,因此对生产工艺及其装备要求高,投资大。国外多采用高效高精度的专机、生产线或柔性线,实现高效自动化生产。但我国一些基础件企业受资金制约,投入力度不大,企业自我改造能力差,先进设备少又不配套,影响了产品上质量上档次。 ??总之,为提高我国机械基础件产品的市场竞争能力,更好地满足我国机械工业各主机行业对国产基础件配套的需求,基础件行业应进一步加大调整力度,整合优势资源,淘汰落后企业。在今后的5-10年中,要在发展品牌产品及企业、开展技术创新、提高国内外市场竞争能力和加强集约化经营等方面力争有较大的进展和突破。
铁矿石谈判形势严峻 三大问题不利中方话语权
主持人语咱也来把“各个击破”
正当主持人准备落笔时,看到了宝钢与澳矿合作的消息,精神不禁为之一振:看来咱们的“摸底”、沟通还有很有成效的。
由此进一步想到:在各种贸易争端中,外方频频对我企业实施“各个击破”以获取整体利益,这一手法他们早已玩得纯熟无比;而在铁矿石价格谈判中,我国企业主动出击,寻找对方薄弱环节并开始“各个击破”。这一反差说明,在融入国际市场过程中,我国企业也在积极吸取经验教训,“师夷之长技以制夷”。
当然必须认识到,我国企业之所以如此,其根源并不在于我们“工于心计”,更不是我们“喜好”勾心斗角,而是在目前国际铁矿石贸易供给方寡头垄断、供需实力对比失衡现状下,不得已而为之。我们当然希望,全球铁矿石贸易是一个“童叟无欺”的“公道买卖”。
还必须认识到,我们要更有效实施“各个击破”战术,而不是被对方“各个击破”,必须保证行业的高度团结。但是,参与矿价谈判的中方16家企业,“钢产量仅为全国的44%”,这一问题应引起足够重视。
2008财年的全球铁矿石价格谈判,即将在一个月后的10月开始。谈判各方为全球三大矿山和各大钢铁企业代表。记者日前获悉,由中国钢铁工业协会带队的我国钢企访问团已于8月20日飞赴巴西、加拿大、澳大利亚等国,与当地矿山企业、协会等会谈,沟通铁矿石价格、供应量等核心问题。
据业内专家介绍,今年我国铁矿石价格谈判面临三大问题:铁矿石海运费高企、三大铁矿石巨头有意减产、印度现货铁矿石涨价。这使得我国在此次铁矿石谈判中面临更加严峻的形势。
高涨的国内需求
自2004年我国正式参加铁矿石价格谈判以来,国际铁矿石价格已连续4年上涨,从2004年到2007年累计涨幅达到165%。
2007年上半年,我国生铁产量继续增加,同比增长16.4%。生铁产量的增长,使我国进口铁矿石大幅增加,预计我国全年进口量将接近全球海运贸易的1/2。
“一方面我国铁矿石需求增长强劲,另一方面国际矿业巨头继续扩大垄断,我国钢铁行业增强定价话语权的努力将面临极大的挑战。”中国钢铁工业协会常务副会长兼秘书长罗冰生说。
现货价格被人为推高
“虽然我国进口量接近全球海运贸易的1/2,但参与矿价谈判的中方16家钢铁企业,钢产量(18804吨)仅为全国的44%,我国大部分进口铁矿石仍然游离在年度矿价体系之外的现货市场,极易受到国际矿业公司影响。”中国冶金矿业总公司副董事长邹建告诉记者。
罗冰生介绍,近来国外三大矿山公司有意减产,造成供需紧张局面,从而推高现货市场价格,为明年谈判做准备。6月份我国进口铁矿石数量同比减少6%**是明证,而三大矿山已向中国企业提出7、8、9三个月共缩减至少500吨供应量。
另外,印度矿价格一再上涨,形成了现货贸易矿价格高于长期合同的局面。
“高速增长的需求促使我国企业不得不接受这样非理性的涨价。”邹建对记者说,“印度矿山也会在2008年度铁矿石公开价格的基础上,继续谋求现货价格上涨,进而使我国进口铁矿石贸易,陷入现货价格与长期合同价格相互哄抬的恶性循环。”
海运价格牵动矿石价格攀升
业内专家表示,2007年海运费已经成为矿石价格走高的重要原因。相关资讯显示,8月2日,巴西图巴朗港至北仑、宝山港铁矿石海运费在连涨10个交易日后达到56.954美元/吨,再次创下历史新高;同日,澳大利亚西澳港至北仑、宝山港铁矿石海运费也在连涨11个交易日后达到22.664美元/吨,比一年前上涨了77.76%。
而若想要影响海运市场价格,似乎比控制铁矿石供需本身更难。我国进口铁矿石的钢铁企业多达70家,贸易商也有48家。澳大利亚、巴西铁矿石出口则由三大矿业公司垄断,生产和销售易于调节;而各种灾害性天气、设备损坏、罢工等不可抗力,更容易成为矿业公司左右海运市场的理由。
“在卖方市场的大环境下,我国的进口无法中断,只得接受运费异常波动。”发展研究中心市场经济研究所刘卫民博士对记者说,“目前,我国进口铁矿石租船以现货形式为主,进口量增加导致现货租船盘面越来越大。人为操作使国际海运费升高,非常不利于我国企业。”
内外兼修应对挑战
罗冰生告诉记者,2007至2008财年国际铁矿石供需关系基本平衡,甚至会向供大于求的方向发展。但在目前,产量控制权仍然掌握在外方手中。他强调说,我国企业必须坚持以离岸价格为基准签订长期合同,防止对方以到岸价格签约,搞现货分销中心。同时,要加快整合我国钢铁企业,加强行业集中度,增强中国钢铁业在谈判中的话语权。
“目前,铁矿石进口占原料使用的一半以上。加快我国矿山资源合理开发和利用,一定程度上可以抑制国际铁矿石涨价。”邹建说。
国产化率低电主轴成为数控机床发展之痛
中 国数控机床行业的发展令人瞩目,据中国机床工具工业协会提供的数据,2006年数控机床的产量达85756台,同比增长32.7%。但令人遗憾的是,作为数控机床关键功能部件的电主轴,无论是从产品品种、技术水平、可靠性和产业化程度等方面均与国外有一定差距,电主轴国产化率低,中**产品主要依靠进口。对此,有关专家指出,如果不提高电主轴国产化率,一味依靠进口,不仅会浪费大量外汇,而且会制约国产数控机床的发展。
数控机床的“芯片”
传统机床主轴是通过传动装置带动主轴旋转而工作的,电主轴的主要特点是将电机置于主轴内部,通过驱动电源直接驱动主轴进行工作,实现了电机、主轴的一体化功能。
与传统机床主轴相比,电主轴具有十分明显的优势。由于主轴由内装式电机直接驱动,省去了皮带、齿轮、联轴节等中间变速和传动装置,具有结构简单紧凑、效率高、噪声低、振动小和精度高等特点。而且利用交流变频技术,电主轴可以在额定转速范围内实现无级变速,以适应机床工作时各种工况和负载变化的需要。
电主轴是将机床主轴与主轴电机融为一体的高新技术产品。电主轴实际是指电主轴系统,由电主轴、驱动控制器、编码器、润滑装置、冷却装置等组成。国产电主轴的价位从几元到十几元不等,电主轴技术水平的高低、性能的优劣都直接决定和影响着数控机床整机的技术水平和性能,也制约着主机的发展。
因此,有专家认为,电主轴在数控机床中的作用类似电脑中的芯片,将电主轴称为数控机床的“芯片”。也有日本学者将包括电主轴在内的关键功能部件产业统称为“中场”产业,取足球“中场”寓意,表明其重要位置。
电主轴系统是数控机床三大高新技术之一(高速电主轴、数控系统、送给驱动)。
随着数控技术及切削刀具的飞跃发展,越来越多的机械制造装备都在不断向高速、高精、高效、高智能化发展,电主轴已成为适宜上述高性能工况的数控机床核心功能部件之一,尤其是在多轴联动、多面体加工、并联机床、复合加工机床等诸多先进产品中,电主轴的优异特点是机械主轴单元不能替代的。
电主轴国产化任重而道远
与数控机床的长足发展相比,国产电主轴的发展明显滞后,已引起了业内以及相关部委的关注。
此前,记者曾参加了机床工具工业协会召开的“数控机床关键功能部件产品创新发展座谈会”。会上机床工具工业协会根据国内数控机床的需求,对到会各生产主导单位提出强化发展要求:到2010年用于数控机床的电主轴单元总产量达到1台套。据到会各主轴生产主导单位估计,如发改委动用国债资金强化支持,到2010年可能扩产到6000台套,其余缺口尚需通过进口来解决。随着数控机床使用电主轴的比例的增加,数控机床用电主轴将成为电主轴总需求量的主体,从而替代磨用电主轴成为电主轴市场的主力军。
面对如此之大的电主轴需求市场,国产的电主轴生产却没有跟上去。原因何在?其实早在20世纪60年代,我国的轴承行业**已经开始研究生产电主轴。目前国内电主轴的生产以洛阳轴研科技公司,它生产的内孔磨削用电主轴已有40多年的历史。
我国大型数控铣、加工中心和数控车床实用型电主轴的开发始于1998年。迄今为止,洛阳轴研科技公司已能开发生产8大类,20个系列,200多种电主轴产品,功率从0.2kW~100kW,加工中心用电主轴大型的可达外径318毫米,扭矩200Nm,小型号外径80毫米,5r/m。它开发的加工中心、高速铣床和车床用电主轴,已与国产高速机床和国产并联机床配套投入使用。
与此同时,北京机床研究所也相继开发出用日本FUNAC电机组装的20000r/m、24000r/m电主轴。北京机电研究院、上海二机床厂等单位,利用德国REXROTH的电机组装成转速高于10000r/m的电主轴。北京机床厂和日本大隈合作也开发出转速高于10000r/m的电主轴。近期又有汉川机床厂,济宁博特精密丝杠制造有限公司等数家企业相继投入开发电主轴单元的行列。
虽然近年来国产电主轴的开发取得了很大的进步,但与国外产品相比较,国产的电主轴无论是性能、品种和质量都有较大差距,所以目前国产的高转速、高精度数控机床和加工中心所用的电主轴,仍然主要从国外进口。
电主轴国产化难点何在?
对于电主轴生产是否存在技术瓶颈,有不少业内专家发表了各自看法。有专家在分析了电主轴技术后认为,电主轴的技术难度并不大。电主轴的确需要的是综合技术,但只要一家企业拥有了其中一种技术**可以生产电主轴这种产品。因为与其他技术相对应的产品,完全可以外购。比如轴承厂**可以外购电机,而电机厂也可以外购轴承,这是一些国外电主轴生产厂家通用的做法**是世界的电主轴生产商也不具备全套技术,他们也同样外购产品或是技术。
洛阳轴研科技公司研究员级工程师徐同申认为,电主轴国产化率低指的是**加工中心、数控铣床等用电主轴国产化率低,在常规磨用电主轴方面,几乎是国内产品一统天下。对一般主轴,技术门槛相对较低,国内技术实力较雄厚,在电主轴性价比方面占有优势,除非特殊要求,国外产品很少。
对中、**数控机床电主轴,国内起步太晚,也未引起、企业的足够的重视。等我们看清发展趋势时,国外已大大,并给国产技术发展设置障碍、卡“脖子”。如,国产控制系统不过关,要买国外控制系统**必须买国外电机,不买国外电机**不开放数字量接口,只能是模拟量。国外对国内电主轴发展进行封锁,我们只能用模拟量与国外编码器对接,高难度动作国内电主轴做不出来。
在编码器方面**电主轴不用国内掌握技术的光学编码器,需要用磁性编码器。据了解,国内企业至今未开发出可实用的磁性编码器。国内企业只好用进口的,但无法与国外数控系统接口,只 ro膜贝类工厂地面商用高压冲压件便携式汽车清洗机 滇















单片机控制 触摸屏")
各种大小型号都能做")


