






| 产品别名 | 高频钎焊设备 |
|---|---|
| 产品用途 | 淬火,加热,焊接 |
| 品牌 | 力牌 |
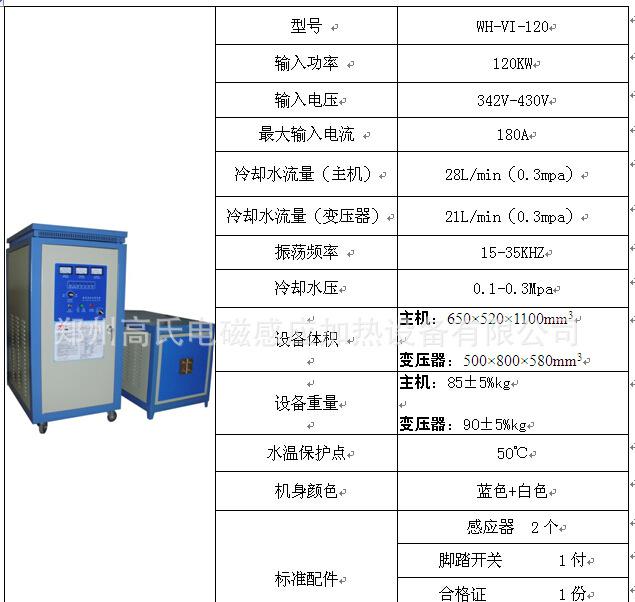
| 型号 | WH-VI-120 |
| 加工定制 | 是 |

郑州高氏电磁感应加热设备有限公司
郑州高氏致力于中国电磁感应加热工业的发展15年,与客户共享感应加热技术的成果,以严格的工艺要求生产的 力牌 系列产品有中频、高频、超高频、超音频、双频感应加热设备等。功率从16KW到400KW。产品广泛用于锻造、冶炼、精密铸造、热成形、焊接、弯管、淬火、熔炼和其他加热领域。
经过15年的奋斗,高氏产品销往河南、河北、北京,山东、江苏、浙江、福建、广东、山西、湖南、广西等二十多个省市。产品畅销全国!
2009年高氏公司开始对外出口。利用电子商务平台,B2B网站等推广模式,截止2014年,产品已成功销往全球五大洲60多个**,拥有多个固定客户。为中国梦添光彩!
我们的企业口号是为客户创造价值!
我们的企业文化是与客户共享感应热处理成果!
我们的产品实行一年内三包,终身提供技术支持!
![]()
旺铺店址://zzlp./?asker=ATC
官网://www.gslp.cn
联系电话:0371-53732141
24小时服务手机;18037496682
联系人:邹女士
地址:河南省郑州市经济技术开发区经北一路16号
![]()


![]()
新一代力牌微型高中频感应加热电源,是您**的环保加热设备。它主要是通過对工件的加热等处理后使得金属材质的硬度发生变化。
应用领域:
1、 各种五金工具、手工具。如钳子、板手、锤子、斧頭、旋具、剪刀(园艺剪)等的淬火;
2、 各种汽車、摩托車配件。如曲轴、連杆、活塞銷、链轮、铝轮、气门、搖臂轴、传动半轴、小轴、拔叉等的淬火;
3、 各种电动工具。如齿轮、轴心;
4、 机床行业类。如机床床面、机床导轨等的淬火;
5、 各种五金金属零件、机械加工零件。如轴类、齿轮(链轮)、凸轮、夹头、夹具等的淬火;
6、 五金模具行业。如小型模具、模具附件、模具內孔等的淬火.
![]()
1.采用德国原装西门子IGBT功率模块;采用富士整流模块;采用环氧树脂浇注功率输出变器24小时连续工作以电磁效应原理,使处于交变磁场中的金属材料内部迅速感应出很大涡流,从而使金属材料升温直到熔化的一种电感应加热设备,也可穿透非金属材料,对金属材料局部或者全部迅速加热.
2.设备出问题,90%是由于水质不达标引起的,内循环水系统是我司为专门为提高中频电源稳定性而特制的配套设备之一,可以大幅提高电源稳定性,又经济实惠,性价比高:
3.加热快**加热速度不到1秒,(速度快慢可调节控制).
4.加热广:可加热各式各样的工件(根据工件形状不同更换可拆卸式感应圈)
5.安装方便:连接电源,感应圈和进出水管即可使用;体积小、重量轻、使用非常方便.
6.操作简便:几分钟即可学会启动快:通水通电后即可启动加热
7.耗电少:热损失少,比摩阻小,能源消耗较其他同类产品少20%-30%,降低了生产成本。
8.效果好:加热非常均匀(也可通过调节感应圈的疏密,使工件各部位获得各自需要的温度),升温快,氧化层少,退火后无废品
9.功率可调:无极调节输出功率保护全:设有过压、过流、过热、缺水等报警指示,并自动控制和保护。
10.安全:设有过压、过流、过热、缺水等报警指示,并自动控制和保护。无高压,工人操作安全。
11.设备的安装、操作、清洗都简洁方便,经济实用。
![]()
高频加热炉使用注意事项
1、冷却水应保证水质清洁无杂质,若水质太差,应在水入口处加过滤器,工作时严禁缺水。
2、使用中应防止感应器短路。
3、感应器应随时保持清洁,多匝感应器更应如此,以防止匝间短路,点接触部位应保持干净防止氧化。
4、设备内部主要功率器件均采用水冷,冷却水的温度对功率器件的冷却效果至关重要,在停止工作的间隙时间,请不要关冷却水,对于负载持续率为**的用户冷却水水温**低于40℃,条件允许推荐使用软水。5、使用普通水作冷却水的用户,应定期(以水质而定,一般为两个月为一个周期),对设备内的管路进行除垢处理,以防设备因散热不畅而损坏。除垢剂选用普通汽车水箱除垢剂,按1∶40稀释后直接泵入设备管路进行清洗。
6、机内应保持清洁,应定期用毛刷和压缩空气清除电路板和其它部件上的灰尘。
7、随时保持风冷、水冷通道畅通无阻。
8、设备内部电路板的可调器件均与设备的可靠性、安全性密切相关,用户及维修人员均不得擅自调动。
9、感应器连接板、主机与变压器连接接头应经常用砂纸打磨,用酒精清洁,保持良好的点接触。
![]()
感应加热表面淬火的应用
1.承受扭转、弯曲等交变负荷作用的工件,要求表面层承受比心部更高的应力或耐磨性,需对工件表面提出强化要求,适于含碳量We=0.40~0.50%钢材。
2.工艺方法 快速加热与立即淬火冷却相结合。 通过快速加热使待加工钢件表面达到淬火温度,不等热量传到中心即迅速冷却,仅使表层淬硬为马氏体,中心仍为未淬火的原来塑性、韧性较好的退火(或正火及调质)组织。
3.主要方法: 感应加热表面淬火(高频、中频、工频)火焰加热表面淬火,电接触加热表面淬火,电解液加热表面淬火,激光加热表面淬火,电子束加热表面淬火。
4.感应加热表面淬火
基本原理: 将工件放在用空心铜管绕成的感应器内,通入中频或高频交流电后,在工件表面形成同频率的的感应电流,将零件表面迅速加热(几秒钟内即可升温800~1000度,心部仍接近室温)后立即喷水冷却(或浸油淬火),使工件表面层淬硬。(如下面动画所示)
5.加热频率的选用 室温时感应电流流入工件表层的深度δ(mm)与电流频率f(HZ)的关系为 频率升高,电流透入深度降低,淬透层降低。
6.常用的电流频率有:
高频加热:100~500KHZ,常用200~300KHZ,为电子管式高频加热,淬硬层深为0.5~2.5mm,适于中小型零件。
中频加热:电流频率为500~10000HZ,常用2500~8000HZ,电源设备为机械式中频加热装置或可控硅中频发生器。淬硬层深度~10 mm。适于较大直径的轴类、中大齿轮等。
工频加热:电流频率为50HZ。采用机械式工频加热电源设备,淬硬层深可达10~20mm,适于大直径工件的表面淬火。
![]()
如何选择、选用感应加热设备呢?主要要从几个方面考虑:
1、被加热的工件形状和尺寸
工件大、棒料、实材,应选用相对功率大,频率低的感应加热设备;工件小、管材、板材、齿轮等,则选用相对功率小,频率高的感应加热设备。
2、需要加热的深度和面积
加热深度深,面积大,整体加热,应选用功率大,频率低的感应加热设备;加热深度浅,面积小,局部加热,选用相对功率小,频率高的感应加热设备。
3、所需的加热速度
需要的加热速度快,应选用功率相对较大,频率相对较高的感应加热设备。
4、设备的连继工作时间
连续工作时间长,相对选用功率略大的感应加热设备。
5、感应部件与设备的连线距离
连线长,甚至需要使用水冷电缆连接,应相对选用功率较大的感应加热设备。
6、工艺要求
一般来说,淬火、焊接等工艺,相对可以功率选小一些,频率选高一些;退火、回火等工艺,相对功率选大一些,频率选低一些;红冲、热煅、熔炼等,需要透热效果好的工艺,则功率应选得更大,频率选得更低。
7、工件的材料
金属材料中熔点高的相对选用功率大一些,熔点低的相对选用功率小一些;电阻率小的选用功率大一些,电阻率大的选用功率小一些。
![]()
1、一年内非人为损坏免费维修,终身维护。
2、长期提供技术支持,根据客户要求配置感应器。
3、根据客户要求可送货上门,配置冷却系统。
4、根据客户要求定做工装,免去客户一套设备跑多家且不配套的烦恼。
5、为客户提供所有设备配件服务,方便客户长期对设备进行维修和保养。
6、全套设备由我公司提供工程技术人员现场指导安装调试,对用户的操作人员和维修人员进行免费技术培训,确保操作人员能够熟练操作设备,维修人员能够对设备进行例行检查,判断设备的故障点和要更换的损坏元器件。负责全套设备的调试和试运行。