| 别名 | 铝合金时效炉 |
|---|---|
| 材质 | 硅酸铝 |
| 产地 | 广东 |
| 产品类别 | 窑炉工业窑炉用保温材料 |
| 出口压力 | 常压 |
| 额定温度 | 650(℃) |
| 工作室尺寸 | 3400*1500*1500mm |
| 工作温度 | 180 |
| 功率 | 200KW |
| 规格 | 200KW台车式铝合金电缆退火炉 |
| 类型 | 退火炉 |
| 燃料 | 电加热锅炉 |
| 适用范围 | 铝合金铸件、铝制品退火时效处理 |
| 外形尺寸 | 3900*1800*1750mm |
| 销售方式 | 直销 |
| 装载量 | 3000KG |
| 最大电压 | 380(V) |
| 执行质量标准 | 国标 |
| 贸易属性 | 内贸 |
| 锅炉用途 | 工业锅炉 |
| 炉膛最高温度 | 350 |
| 发货期限 | 60天 |
| 品牌 | 宏幸实业 |
| 型号 | HXRT2-200-6 |
| 加工定制 | 是 |
| 质量认证 | ISO9001-2000 |
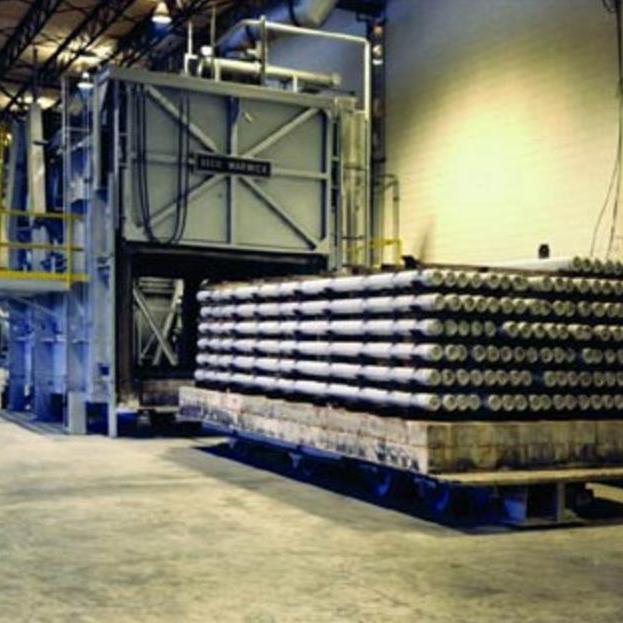
东莞市宏幸工业炉制造限公司专业的铝合金热处理设备生产厂家,针对铝合金行业开发了多种类型的工业热处理类型,以下是针对铝合金电缆线圈的热处理退火炉,考虑到大卷的线圈重量,为了装卸方便我们特为用户制造成台车式的铝合金电缆线材退火炉设备;
铝合金电缆退火炉,铝制品调质加热炉介绍:
一、主要技术参数
1.1 额定功率:200KW
1.2 额定电压:380V 3相 50Hz
1.3 额定温度:450℃
1.4 控温区数:2区
1.5 控温方式:PID过零触发可控硅,进口智能程序仪表控温 台达PLC,PC计算机及声光报警
1.6 工作尺寸:3400MM*1500MM*1500MM(长*宽*高)
1.7 炉膛尺寸:3900*1800*1750mm(长*宽*高)
1.8 空炉升温时间:~1.5h
1.9 台车载重:~5T
1.10 炉温均匀度:?5℃(有效工作区内)
1.11 炉门升降电机:1.5Kw
1.12 热循环风机:
1.12.1 数量:2台
1.12.2 功率:5.5KW
1.12.3 风量:12000~16000m3/h
1.12.4 风压:1000~1300Pa
1.12.5 转速:1460r/min
1.13 台车驱动电机:2.2KW
1.14 台车行走速度:~6m/min
1.16 设备装机总功率:~215KW
1.17 炉壳外壁温度:≤室温 30℃
二、技 术 特 性
2.1 钢架式纤维固定方式,不会产生热桥短路,纤维采用层铺和叠铺交错的方式,炉衬导热系数小(0.09W/㎡),保温性能好,节能效益高。
2.2炉门弹簧自重压紧机构,轻巧灵便,密封效果好,而且不需要另加动力,炉门在升降过程中脱离炉门口,而使得炉门的压紧软边不受损伤。
2.3 采用纤维炉衬整体重量轻、热损耗小、升温快,从而降低加热功率,节省能源,与耐火砖相比,节约能耗20%左右,且使用寿命大大超过耐火砖炉衬,延长了大修期限。
2.4 在炉侧安装一只操作箱,能直观地对现场进行操控(台车的进出、炉门的升降和风机的转停动作),减轻了操作工的劳动强度,从而降低设备的故障率,保证了设备的安全使用。
三、电 炉 结 构
该台车式时效退火处理炉主要由炉体及密封装置、台车及牵引机构、炉门及压紧装置、加热元件及固定装置、热循环风机及导流装置、电气控制系统、温度自动控制系统等组成。
3.1 炉体及密封装置
3.1.1 炉体框架采用12#、8#槽钢及角钢焊接制作,外壳侧板厚度采用3mmQ235钢板连接,结构牢固可靠,整体强度好,不易变形,外表平整光洁。
3.1.2 炉衬的炉顶和炉墙采用全纤维耐火针刺毯预制块叠压成形。炉衬的纤维厚度为240mm,选用山东鲁阳产的标准型,压缩后容重≥230Kg/m3;采用科学合理的镶装方法,此结构少有热桥短路现象出现,气密性较好,具有牢固可靠、维修方便、使用寿命长、节能效果好、炉体重量轻、炉体外壳温升小等优点。
3.1.3 炉体与台车的密封采用迷宫式插刀密封形式,操作简便,密封可靠性好,大大地减少了炉体的热损耗。
3.2 台车及台车牵引机构
3.2.1 台车由车架、台车炉衬砌体、台车牵引机构等组成。
3.2.2 台车车架采用14#槽钢制作成框架,台车侧板厚度12 mm,底板厚度6 mm均采用Q235钢板焊接,此结构台车坚固不易变形和翘曲,强度上能充分满足规定的装载量。
3.2.3台车牵引机构:台车行走机构采用摆线针轮减速机拖动,拖动方式为链条传动形式,台车进出炉膛通过传动装置中的链轮与台车轮上的链轮、链条而带动台车行走,运行平稳、可靠。此结构安装、维修方便,运行可靠。台车行走的两端极限处,设有调速限位和极限限位,杜绝超行程行走的现象。台车的进出电机配有电磁制动器,可有效防止台车的运行惯性而撞击炉体。
3.2.4 台车炉衬的砌筑:车体底部平铺一层厚3mm石棉板,再用硅藻土砖和重质砖混合平铺两层,中层采用(NG-1.3)直砖平铺一层,耐火层采用重质承重异型砖砌筑,耐火层砖在砌筑时,泥浆中加入高温粘结剂调和,提高结构强度,且耐火层承重平面保持平整。台车四周采用异型砖砌筑,不使炉气与台车侧板直接接触。台车耐火层放置加热元件处砌筑成条槽形。
3.3炉门及压紧装置
3.3.1 因电炉炉门较大,炉门外框架采用10#槽钢制作,侧板采用12 mm 厚Q235钢板焊接成型,增强了机构强度,不易变形翘曲。
3.3.2 炉门内衬同样为全纤维结构。
3.3.3 炉门的升降采用1t电动葫芦为炉门升降动力,并自配有制动装置,使炉门平稳升降。
3.3.4 炉门的密封采用弹簧自重压紧装置,使炉门与炉面板很好地软接触密封,此结构增强了炉口处的密封强度,减少了热损耗。
3.4 加热元件及固定装置
3.4.1 加热元件分2区布置,采用0Cr25Al5高电阻合金带,制作成波纹状。
3.4.2 加热元件采用窜挂在炉膛两侧的内墙上;台车上的加热元件平铺在耐火砖砌筑的条槽中,其表面负荷比其他部位的加热元件要小,更换和维修都比较方便。保证了其使用寿命。
3.5 热循环风机及导流装置
3.5.1 热循环风机采用离心式风机,风机为整体拆卸式,便于安装和维修。为保证质量和使用寿命,采用专业厂生产的高温风机,风压低、风量大,振动、噪音小(≤75dB),使用寿命长。热循环风机的分布是采用顶部插入式,分2台安装,每区为1台风机。
3.5.2 导流系统由导流罩和挡风板组成。此结构的采用主要是使炉内气氛形成对流,其工作过程是当风扇开启旋转后,空气即从风扇内甩出,通过顶部导流罩分流,吹到侧墙加热元件上,将加热元件产生的热量带走,热空气沿着挡风板通道流向炉膛内,再从风道下层铝合金线料盘通过会流孔,均匀穿过所有工件,使工件充分受热,返回炉顶风道内,再经过导流罩中间的分流孔吸入风扇内,再从风扇内甩出…………。如此往复高速循环(炉内气氛循环次数在25次/min以上),使炉内温度均匀。
3.5.3 导流罩采用SUS-304不锈钢板制作,其结构还配置有分流槽,使循环风流量更均匀。
3.5.4 挡风板也采用SUS-304不锈钢板,分别分区分段拼装,悬挂在炉膛侧墙内侧的固定杆上,且方便拆卸。
3.6 电气控制系统
3.6.1 传动控制系统中的炉门上下的升降、循环风机的转停、台车进出移动均采用连锁保护:(1)在加热过程中无法进行台车的动作;(2)只有当炉门关闭时才能启动加热和循环风机;(3)只有当炉门升起到较高位时才能进行台车的进出;(4)炉门的上下及台车的进入均设有限位开关保护。
3.6.2 柜的尺寸、结构、柜面漆膜(色标由买方确定)等符合行业通用标准,器件安装、配线及各种标识都符合相关标准。
3.6.3 可控硅、交流接触器、快速熔断器、中间继电器、操作开关、按钮、信号指示灯等主要控制器件和操作、显示器件采用进口或知名品牌的可靠产品。电流、电压指示仪表指示灵敏、准确、可靠和寿命长。
3.7 温度自动控制系统
3.7.1每个温区温度由智能程序温控表控温,固态继电器调节控制。固态继电器进行功率调节是通过调整单位时间的波形的分布进而达到调功的目的。各区主控仪表与上位机进行通信。其输出采用时间比例模块技术直接触发调功器控制加热进程。
3.7.2 温控表具备同时对温度和时间统一编程、独立的温度、时间的设定和测量显示功能。该表具有多种输出方式和多路输出控制功能,并可在线对手动和自动方式进行任意切换。
3.7.3 智能表具有与计算机进行通信的功能,即可随时调用和打印各区的工艺过程曲线和数据,又可随机存储,可查验生产热处理工艺全部数据。
3.7.4 每区各有1个独立的空气断路器和3块电流表指示回路电流,每个可控硅均备有快熔保护。
3.8 系统界面
3.8.1人机对话界面:计算机显示界面设有色彩美观的系统全貌、参数设置、参数显示、设定曲线、过程曲线、过程模拟、报警界面及报表定时打印和帮助工作界面,所有工作界面采用中文显示。
3.8.2 系统全貌界面:利用不同色彩全面显示设备主要结构、上下位构成的集散控制系统、温度控制。
3.8.3 参数显示界面:直观显示整个系统的实时运行状态和各主要参数(各区温度、功率输出、各点温度偏差等)的测控值。
3.8.4 过程曲线界面:对于主控温度要实时显示温度和时间的变化,并具有局部放大功能,作为历史记录随时调用、显示。所有实测值应具备定时存盘和打印功能,定时的时间设定(较小间隔时间5分钟)可任意设定。
3.11.5 报警报表打印界面:显示温度控制超限、主控、故障报警和指示,对上述所有界面及工艺实测参数及曲线可随时打印和定时报表打印。